
How many types of Welding
Welding
परिचय (Introduction) – वेल्डिंग एक प्रकार की विधि है जिसमें धातु के टुकड़ों को आपस में प्रैशर या फ्यूजन वेल्डिंग विधियों द्वारा जोड़ा जाता है। वेल्डिंग करने वाले कारीगर को वेल्डर के नाम से जाना जाता है। ITI Welder Theory books notes
सुरक्षा नियम (Safety Rules) )
1. कारीगर की ड्रेस टाइट होनी चाहिए।
2. कारीगर को जूते पहन कर वेल्डिंग करनी चाहिए।
3. वेल्डिंग करते समय हाथ में चमड़े के दस्ताने पहनने चाहिए।
4. वेल्डिंग करते समय आंख पर चश्मा, हेल्मेट या हैंड शील्ड का प्रयोग करना चाहिए।
5. इलेक्ट्रिक आर्क वेल्डिंग को नंगी आंखों से नहीं देखना चाहिए।
6. सही इलेक्ट्रोड होल्डरों का प्रयोग करना चाहिए।
7. गर्म जॉब को बिना दस्ताने पहने हाथ से स्पर्श नहीं करना चाहिए।
8. किसी भी ऐसी मशीन का प्रयोग नहीं करना चाहिए। जिसके बारे में जानकारी न हो।
9. गीले स्थान पर आर्क वेल्डिंग नहीं करनी चाहिए।
10. गैस वेल्डिंग करते समय सही फ्लक्स का प्रयोग करना चाहिए।
सुरक्षा साधन (Safety Equipments)
1. हेल्मेट
2. हैंड शील्ड
3. चश्मा
4. दस्ताने
5. ऐप्रन
वेल्डिंग के प्रकार ( How many types of Welding )
आधुनिक वेल्डिंग विधियों को निम्नलिखित दो वर्गों में बांटा गया है
1. प्रेशर वेल्डिंग (Pressure Welding) – इसमें जोड़ी जाने वाली धातु के टुकड़ों को प्लास्टिक अवस्था तक गर्म करके और उन पर बाहरी प्रेशर लगाकर जोड़ा जाता है, अर्थात् अतिरिक्त फिलर मेटल का प्रयोग नहीं किया जाता है। इसके अंतर्गत फोर्ज वेल्डिंग और रेजिस्टेंस वेल्डिंग आती हैं।
2. फ्यूजन वेल्डिंग (Fusion Welding) – इसमें धातु के टुकड़ों को पिघलाने वाली अवस्था तक गर्म करके वेल्डिंग की जाती है। इसमें फिलर मेटल का प्रयोग किया जाता है। इसके अंतर्गत थर्मिट वेल्डिंग, एटोमिक हाइड्रोजन वेल्डिंग, कार्बन आर्क वेल्डिंग और ऑक्सी एसीटिलीन वेल्डिंग आती हैं।
3. वेल्डिंग मशीनें (Welding Machines) – वेल्डिंग मशीन एक ऐसा साधन है जिनसे वेल्डिंग के लिए करेंट सप्लाई किया जाता है। इनसे पॉवर की सप्लाई को आवश्यकतानुसार वोल्टेज, करेंट और आवृति में परिवर्तन किया जाता है।
प्रकार (Types) – आर्क वेल्डिंग के लिए निम्नलिखित तीन मशीनें प्रयोग में लाई जाती हैं
1. वेल्डिंग ट्रांसफार्मर (Welding Transformer) – यह ए.सी. करेंट उत्पन्न करता है जिसको पॉवर लाइन से प्रत्यक्षः पॉवर मिलती है। यह मशीन छोटी, हल्की व कम खर्चीली होती है।
2. मोटर जनरेटर (Motor Generator) – यह प्रत्यक्षतः करेंट उत्पन्न करता है जिसे पेट्रोल या डीजल से चलाया जा सकता है।
3. वेल्डिंग रेक्टिफायर (Welding Rectifier) – इसमें ए.सी. करेंट को डी.सी. करेंट में परिवर्तित किया जाता है। रेक्टिफायर पर लगे स्विच को घुमाकर आउटपुट टर्मिनलों को परिवर्तित किया जा सकता है और पोलारिटी के परिवर्तन द्वारा ए.सी. या डी.सी. को उत्पन्न किया जा सकता है।
वेल्डिंग टूल्स (Welding Tools) – वेल्डिंग शाप में प्रयोग लाये जाने वाले कुछ मुख्य टूल्स निम्नलिखित
- चिपिंग हैमर
- इलेक्ट्रोड होल्डर
- अर्थिंग क्लेम्प
- टोंग्स
- वायर ब्रुश
- स्पार्क लाइटर
- ‘सी’ क्लेम्प
- स्क्राइबर
- स्टील रूल
- ट्राई स्क्वायर
ज्वाइंट के प्रकार ( how many types of welding Joint)
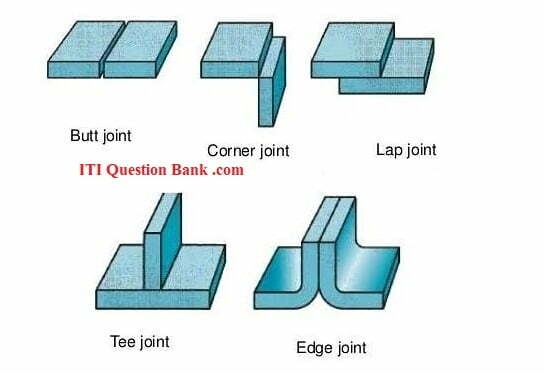
कई प्रकार के वेल्डिंग ज्वाइंट प्रयोग में लाए जाते हैं जिनमें से निम्नलिखित मुख्य हैं
1. बट ज्वाइंट (Butt Joint) – इसमें वेल्ड की जाने वाली दो प्लेटों को आपस में ऐज से ऐज (Edge to Edge) रखकर ज्वाइंट पर वेल्डिंग की जाती है।
2. लैप ज्वाइंट (Lap Joint) – इसमें वेल्ड की जाने वाली प्लेटों को आपस में ओवर लैप करके वेल्डिंग की जाती है।
3. ‘टी’ ज्वाइंट (Tee Joint) – इसमें वेल्ड की जाने वाली प्लेटें आपस में समकोण में रखकर वेल्डिंग की जाती है।
4. स्ट्रैप ज्वाइंट (Strap Joint) – इसमें वेल्ड की जाने वाली प्लेटों को ऐज से ऐज रखकर ज्वाइंट को एक या दो ओर से स्ट्रेप या प्लेट से कॅवर करके वेल्डिंग की जाती है।
5. ऐज ज्वाइंट (Edge Joint) – इसमें वेल्ड की जाने वाली दो पतली प्लेटों को आपस में समानान्तर रखकर किनारों की वेल्डिंग की जाती है।
6. कार्नर ज्वाइंट (Corner Joint) – इसमें वेल्ड की जाने वाली दो प्लेटों को आपस में 90° में रखकर उनके कार्नर से वेल्डिंग की जाती है।
7. प्लग ज्वाइंट (Plug Joint) – इसमें वेल्ड की जाने वाली दोनों या एक प्लेट में सुराख या स्लॉट बनाकर, सुराख या स्लॉट से वेल्डिंग की जाती है।
इलेक्ट्रिक आर्क वेल्डिंग (Electric Arc Welding)
यह फ्यूजन वेल्डिंग की एक विधि है जिसमें धातुओं को जोड़ने के लिए इलेक्ट्रोड का प्रयोग करते हैं
इलेक्ट्रोड (Electrode) – इलेक्ट्रिक आर्क वेल्डिंग द्वारा वेल्डिंग करने के लिए इलेक्ट्रोड का प्रयोग किया जाता है जो मुख्यत: निम्नलिखित प्रकार की होती हैं
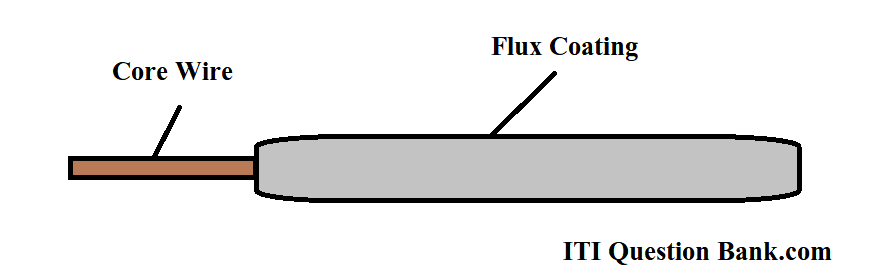
1.बेयर इलेक्ट्रोड
2.फ्लक्स कोटिड इलेक्ट्रोड
3. डीप पेनिट्रेशन इलेक्ट्रोड
4. आयरन पाउडर इलेक्ट्रोड
5. कोर्ड इलेक्ट्रोड
6. लो हाइड्रोजन इलेक्ट्रोड
प्राय: फ्लक्स कोटिड इलेक्ट्रोड का प्रयोग किया जाता है जो कि रॉड के रूप में एक मेटालिक पीस या फ्लक्स के साथ कोट की हुई वायर होती है।
साइज (Size) – साधारणतया इलेक्ट्रोड की लंबाई 150 मि.मी. से 450 मि.मी. तक होती है। कोर वायर का व्यास 1 मि.मी. से 2.5 मि.मी. तथा और अधिक भी हो सकता है।
पोलारिटी (Polarity) – जब डी.सी. का प्रयोग किया जाता है तो करेंट बहने की दिशा पोलारिटी कहलाती है। यह निम्नलिखित दो प्रकार की होती है
1. स्ट्रेट पोलारिटी (Straight Polarity) – इसे इलेक्ट्रोड नेगेटिव भी कहते हैं जिसमें इलेक्ट्रोड नेगेटिव टर्मिनल और वर्कपीस पोजीटिव बनाती है।
2. रिवर्स पोलारिटी (Reverse Polarity) – इसे इलेक्ट्रोड पोजीटिव भी कहते हैं जिसमें इलेक्ट्रोड पोजीटिव टर्मिनल और वर्कपीस नेगेटिव बनाती है। मोटे और भारी जॉबों की डी.सी. के साथ वेल्डिंग के लिए, इलेक्ट्रोड को नेगेटिव टर्मिनल बनाना चाहिए और पतले जॉबों की वेल्डिंग के लिए जॉब को नेगेटिव होना चाहिए। यह नियम कार्बन आर्क वेल्डिंग के लिए उपयुक्त नहीं होता क्योंकि कार्बन रॉड हमेशा नेगेटिव होती है।

आर्क की लंबाई (Arc Length) – जब एक आर्क को बनाया जाता है तो इलेक्ट्रोड टिप व वर्कपीस सरफेस के बीच की दूरी को आर्क की लंबाई (चित्र ) कहते हैं। आर्क की लंबाई तीन प्रकार की होती है
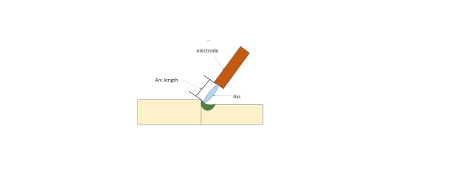
(क) नार्मल
(ख) लंबी
(ग) छोटी
विभिन्न वेल्डिंग स्थितियां (Different Welding Positions)
आर्क वेल्डिंग की निम्नलिखित मुख्य स्थितियां होती हैं
1. फ्लैट वेल्डिंग (Flat Welding) – इसमें दो प्लेटों को ऐज से ऐज मिलाकर हॉरिजांटल प्लेन के समानान्तर वेल्डिंग कर दी जाती है।
2. हॉरिजांटल वेल्डिंग (Horizontal Welding) – इसमें दो प्लेटों को ऐज से ऐज मिलाकर ऐसा रखा जाता है कि ज्वाइंट हॉरिजांटल हो जाए। इसके बाद दोनों प्लेटों की वेल्डिंग कर दी जाती है।
3. वर्टिकल वेल्डिंग (Vertical Welding) – इसमें दो प्लेटों को ऐज से ऐज मिलाकर वर्टिकल प्लेन में रखकर वेल्डिंग की जाती है।
4. ओवर-हैड वेल्डिंग (Overhead Welding) – इसमें दो प्लेटों को ऐज से ऐज मिलाकर हॉरिजांटल पोजीशन में रखकर नीचे से वेल्डिंग की जाती है।
आर्क वेल्डिंग में दोष (Faults in Arc Welding)
वेल्ड दोषों को निम्नलिखित दो वर्गों में बांटा जा सकता हैं
1. दिखाई देने वाले दोष (Visible Faults) – ये दोष वेल्ड सरफेस पर नंगी आंखों से दिखाई देते हैं जैसे स्लैग इनक्लूशन (Slag Inclusions) ब्लो होल, स्पैटर, स्प्रे आर्क और अंडरकट।
2. दिखाई न देने वाले दोष (Invisible Faults) – ये दोष नंगी आंखों से दिखाई नहीं देते क्योंकि ये वेल्ड धातु के अंदर होते हैं जैसे स्लैग इनक्लूशन, रि-स्टार्ट, गैस पाइप होल, पोरोसिटी, क्रेटर पाइप होल और ब्लो होल्स।
ITI Welder Theory books notes
गैस वेल्डिंग (Gas Welding)
यह फ्यूजन या नान प्रैशर वेल्डिंग विधि है जिसमें ज्वाइंट को गैस के तेज फ्लेम द्वारा गर्म किया जाता है और फिलर मेटल को पिघलाकर ज्वाइंट पर बनी केविटी में भर दिया जाता है। इस क्रिया के लिए कई प्रकार की गैसें प्रयोग में लाई जाती है और अतिरिक्त मेटल के लिए फिलर रॉड या वेल्डिंग रॉड का प्रयोग किया जाता है।
गैस वेल्डिंग की विभिन्न विधियों में वेल्डिंग हीट को ईंधन गैसों के कम्बस्चन् द्वारा प्राप्त किया जाता है। सभी गैसों के कम्बस्चन को सहारा देने के लिए ऑक्सीजन की आवश्यकता होती है। इस प्रकार ईंधन गैसों और ऑक्सीजन के कम्बस्चन के द्वारा एक फ्लेप बनता है जो वेल्डिंग के लिए धातु को हीट देने के लिए प्रयोग में लाया जाता है। वेल्डिंग के लिए प्राय: निम्नलिखित गैसों का प्रयोग ईंधन के रूप में किया जाता है:
- एसीटिलीन गैस
- हाइड्रोजन गैस
- कोल गैस
- लीक्विड पेट्रोलियम गैस
विभिन्न गैस फ्लेम कम्बीनेशन (Different Gas Flame Combinations)
1. ऑक्सी-एसीटिलीन गैस फ्लेम (Oxy-acetylene gas flame) – वह ऑक्सीजन और एसीटिलीन का कम्बीनेशन होता है जिसका प्रयोग सभी फेरस और नॉन-फेरस धातुओं की वेल्डिंग, गैस कटिंग और बॉज वेल्डिंग के लिए किया जाता है। इसके फ्लेम का तापमान 3100°C से 3300°C होता है।
2. ऑक्सी-हाइड्रोजन गैस फ्लेम (Oxy-hydrogen gas flame) – यह ऑक्सीजन और हाइड्रोजन का कम्बीनेशन होता है जिसका प्रयोग केवल ब्रेजिंग और सिल्वर सोल्डरिंग के लिए किया जाता है। इसके फ्लेम का तापमान 2400°C से 2700°C होता है।
3. ऑक्सी-कोल गैस फ्लेम (Oxy-coal gas flame) – यह ऑक्सीजन और कोयले का कम्बीनेशन होता है जिसका प्रयोग सिल्वर सोल्डरिंग और ब्रेजिंग के लिए किया जाता है। इसके फ्लेम का तापमान 1800°C से 2200°C होता है।
4. ऑक्सी-लीक्विड पेट्रोलियम गैस फ्लेम (Oxy-liquid petroleum gas flame) – यह ऑक्सीजन और लीक्विड पेट्रोलियम गैस (LPG) का कम्बीनेशन होता है जिसका प्रयोग केवल स्टील की गैस कटिंग और हीटिंग उद्देश्यों के लिए किया जाता है। इसेक फ्लेम का तापमान 2700°C से 2800°C होता है।
ऑक्सी एसीटिलीन वेल्डिंग (Oxy Acetylene Welding)
इस प्रकार की वेल्डिंग का प्रयोग प्रायः सभी धातुओं और एलायस् की वेल्डिंग के लिए किया जाता है। इसमें आक्सीजन के साथ एसीटिलीन का प्रयोग किया जाता है। इस प्रकार की वेल्डिंग में निम्नलिखित दो पद्धतियों पाई जाती हैं
1.हाई प्रैशर सिस्टम (High Pressure System) – इस पद्धति में ऑक्सीजन और एसीटिलीन दोनों को हाई प्रेशर सिलिण्डर से लिया जाता है।
2. लो प्रैशर सिस्टम (Low Pressure System) – इस पद्धति में ऑक्सीजन को हाई प्रैशर सिलिण्डर से लिया जाता है और एसीटिलीन को लो प्रैशर एसीटिलीन जनरेटर से प्राय: कैल्सियम कार्बाइड पर पानी के ऐक्शन द्वारा उत्पन्न किया जाता है।
गैसें और सिलण्डर्स (Gases and Cylinders)
ऑक्सी एसीटिलीन वेल्डिंग के लिए मुख्यतः दो प्रकार की गैसें ऑक्सीजन और एसीटिलीन प्रयोग में लाई जाती हैं जिन्हें विभिन्न सिलण्डरों में भरा जाता है जो कि निम्नलिखित प्रकार के होते हैं
1. ऑक्सीजन सिलण्डर (Oxygen Cylinder) – यह उच्च क्वालिटी की स्टील से बना काले रंग का सिलण्डर होता है जिसकी स्ट्रेंग्थ और टफनेस अच्छी होती है। इसमें आक्सीजन 120 से 150 कि.ग्रा./से.मी.’ प्रैशर पर भरी जाती है। इसकी वाल्व सॉकेट पर राइट हैंड थ्रेड्स होती हैं।
2. घुली हुई एसीटिलीन सिलण्डर (Dissolved Acetylene Cylinder) – यह गहरे लाल रंग का स्टील का सिलण्डर होता है जिसकी बनावट आक्सीजन सिलण्डर से भिन्न होती है। इसमें एसीटिलीन 15 से 16 कि.ग्रा./से.मी. प्रैशर पर भरी जाती है। एसीटिलीन अधिक ज्वलनशील होती है इसलिए इस सिलण्डर को सदैव अपराइट पोजीशन में रखकर स्टोर करना चाहिए। इसकी वाल्व सॉकेट पर लेफ्ट हैंड थ्रेड्स होती हैं।
प्रैशर रेगुलेटर (Pressure Regulator) – इसे गैस सिलण्डर के बिलकुल मुंह के ऊपर फिट किया जाता है। इससे प्रेशर कंट्रोल होता है और कार्य करते समय उचित मात्रा में गैस सिलण्डर से बाहर निकलती है।
रेगुलेटरों के लिए होज पाइप कनेक्शन (Hose Pipe Connection for Regulators) – इसका प्रयोग रबर के होस पाइपों को रेगुलेटरों के साथ जोड़ने के लिए किया जाता है एसीटिलीन कनेक्शन [चित्र ] में लेफ्ट हैंड थ्रेड्स जबकि ऑक्सीजन कनेक्शन [चित्र ] में राइट हैंड थ्रेड्स होती हैं।
ब्लो पाइप के लिए होज पाइप कनेक्शन (Hose Pipe Connection for Blow Pipe)

इसका प्रयोग रबर के होज पाइप को ब्लो पाइप के साथ जोड़ने के लिए किया जाता है जो कि वेल्डिंग के दौरान फ्लैश बैक या बैक फायल को रोकने के लिए नॉन रिटर्न डिस्क के साथ फिट किया होता है। एसीटिलीन कनेक्शन की लेफ्ट हैंड थ्रेड्स और ऑक्सीजन कनेक्शन की राइट हैंड थ्रेड्स होती हैं।
वेल्डिंग टार्च (Welding Torch)
इसे ब्लो पाइप भी कहते हैं। इसके द्वारा आक्सीजन और एसीटिलीन को लगभग बराबर आयतन में मिलाया जाता हैं (चित्र )। इसके सिरे पर वेल्डिंग टिप (नोजल) फिट रहता है। कार्य के अनुसार भिन्न-भिन्न साइज के टिप प्रयोग में लाये जा सकते हैं। वेल्डिंग टार्च निम्नलिखित दो प्रकार की होती है

1. लो प्रेशर
2. हाई प्रेशर
वेल्डिंग रॉडे (Welding Rods)
वेल्डिंग करते समय सही वेल्डिंग रॉड या फिलर रॉड का प्रयोग करना चाहिए। इसका चयन करते समय ध्यान रखना चाहिए कि वेल्ड की जाने वाली धातु और वेल्डिंग रॉड की धातु की कंपोजीशन लगभाग बराबर होनी चाहिए। NOZZLE चित्र
साइज (Size) – वेल्डिंग रॉड का साइज उसके व्यास के अनुसार निर्दिष्ट किया जाता है जैसे 1.6 मि.मी., 3.15 मि.मी., 5.00 मि.मि. और 6.30 मि.मी. ।
फ्लक्स (Flux) – वेल्डिंग करते समय ज्वाइंट को साफ करने और प्रभावपूर्ण वेल्डिंग के लिए फ्लक्स का प्रयोग करना आवश्यक है। फेरस धातुओं के लिए बोरेक्स और सोडियम कार्बोनेट अच्छे फ्लक्स है। वेल्डिंग करने के लिए के बाद ज्वाइंट से फ्लक्स को साफ कर देना चाहिए जिससे कोरोजन (Corrosion) का प्रभाव उत्पन्न नहीं होगा।
फ्लेम्स के प्रकार (Types of Flames)
प्रायः निम्नलिखित प्रकार की फ्लेम्स बनती हैं चित्र न्यूट्रल फ्लेम (Neutral Flame)

1. न्यूट्रल फ्लेम (Neutral Flame) – प्रायः ऐसी फ्लेम ऑक्सीजन और एसीटिलीन को लगभग बराबर मात्रा मिलाने से बनता है। इसका तापक्रम 3100°C होता है।
2. कार्बुराइजिंग फ्लेम (Carburising Flame) – ऐसा फ्लेम न्यूट्रल फ्लेम में एसीटिलीन की मात्रा बढ़ाने से बनता है। इसका तापक्रम 2900°C होता है।
3. ऑक्सीडाइजिंग फ्लेम (Oxydising Flame) – ऐसा फ्लेम न्यूट्रल फ्लेम में ऑक्सीजन की मात्रा बढ़ाने से बनता है। इसका तापमान 3300°C होता है।
वेल्डिंग विधियां (Welding Methods)
गैस वेल्डिंग प्राय: निम्नलिखित विधियों द्वारा की जा सकती हैं
1.लेफ्टवर्ड वेल्डिंग (Leftward Welding) – ऑक्सीडाइजिंग फ्लेम इसको फारवर्ड वेल्डिंग भी कहते हैं। इसके लिए (Oxidising Flame) फिलर रॉड को बायें हाथ में और ब्लो पाइप को दायें हाथ में पकड़ा जाता है तथा वेल्डिंग दायीं ओर से आरंभ करके बायीं ओर बढ़ाई जाती है। यह विधि 6 मि.मी. तक मोटी प्लेटों के लिए उपयोगी है।
2. राइटवर्ड वेल्डिंग (Rightward Welding) – इसमें भी फिलर रॉड को बायें हाथ में और ब्लो पाइप को दायें हाथ में पकड़ा जाता है परंतु वेल्डिंग बायीं ओर से आरंभ करके दायीं ओर बढ़ाई जाती है। यह विधि 6 मि.मी से अधिक मोटी प्लेटों के लिए उपयोगी हैं।
3. वर्टिकल वेल्डिंग (Vertical Welding) – यह बहुत ही उपयोगी और बचतपूर्ण विधि है जिसका प्रयोग किसी भी मोटाई की प्लेट पर किया जाता है परंतु यह वेल्डिंग तभी संभव है जब प्लेटें वर्टिकल पोजीशन में रखी हों। इसमें वेल्डिंग प्लेट के बॉटम से आरंभ करके टॉप की ओर बढ़ाई जाती है।
ऑक्सीजन कटिंग (Oxygen Cutting)
आधुनिक उद्योगों में ऑयरन और स्टील की कटिंग के लिए ऑक्सीजन कटिंग विधि का प्रयोग अधिकतर किया जाता है। इसके लिए काटी जाने वाली धातु को फ्लेम के द्वारा लाल गर्म कर दिया जाता है। और इसके बाद आक्सीजन की तेज धारा प्रवाहित करके धातु की कटिंग की जाती है। इस विधि के लिए विशेष प्रकार की टार्च का प्रयोग किया जाता है।
आजकल फ्लेम कटिंग के लिए कई प्रकार की ऑटोमेटिक मशीनों का प्रयोग किया जाता है।
कटिंग ब्लो पाइप और वेल्डिंग ब्लो पाइप के बीच अन्तर (Difference between cutting blow pipe and welding blow pipe)
| कटिंग ब्लो पाइप | वेल्डिंग ब्लो पाइप |
| 1. इसमें प्रिहीटिंग फ्लेम को कंट्रोल करने के लिए दो कंट्रोल वाल्व होते हैं और काटने के लिए लिए उच्च प्रैशर वाली शुद्ध ऑक्सीजन को कंट्रोल करने के लिए एक लीवर टाइप कंट्रोल वाल्व होता है | 1. इसमें गर्म करने वाले फ्लेम को कंट्रोल करने के दो कंट्रोल वाल्व होते हैं। |
| 2. इसकी नोजल पर कटिंग ऑक्सीजन के लिए एक होल वृत्त के चारों ओर कई प्रिहीट होल्स होते हैं। | 2. इसकी नोजल पर फ्लेम को गर्म करने के लिए सेन्टर में केवल एक ही होल होता है। |
| 3. इसकी बॉडी के साथ कटिंग नोज़ल का कोण 90° होता है। | 3. इसकी नैक साथ वेल्डिंग नोजल का कोण 120° होता है। |
| 4. इसकी कटिंग नोजल का साइज, कटिंग ऑक्सीजन के होल के व्यास से लिया जाता है, जो मि.मी. में होता है। | 4. इसकी वेल्डिंग नोजल का साइज, नोजल से निकलने वाली ऑक्सी-एसीटिलीन मिक्स्ड गैसों के आयतन से लिया जाता है जो घन मीटर प्रति घंटा में लिया जाता है। |
सामान्य गैस वेल्डिंग दोष (Common Gas welding Faults)
गैस वेल्डिंग में पाए निम्नलिखित सामान्य दोष पाए जाते हैं
1. फ्यूजन की कमी
2. अपूर्ण पेनिट्रेशन
3. अंडरकट
4. क्रेकिंग
5. ऑक्सीडाइज्ड वेल्ड
6. ओवर हीटिड वेल्ड
7. पोरोसिटी या गैस पॉकेट
8. बिना भरा हुआ क्रेटर
9. अपूर्ण वेल्ड साइज और आकार
10.जलना या पिघल जाना।
वेल्डिंग टर्मस (Welding Terms)
1. फ्यूज़न (Fusion) – यह वह टर्म है जिसमें धातु को उसके गलनांक तक गर्म करने पर वह पिघल जाती है। वेल्डिंग के दौरान फ्यूजन बेस धातु और फिलर रॉड के बीच या केवल वेस धातुओं के बीच बनती है।
2. पिघली पोखरी (Motten Pool) – फ्यूजन वेल्डिंग के दौरान यह पिघली हुई धातु की पोखरी होती है। यह वेल्ड के साइज को कंट्रोल करती है।
3. पेनिट्रेशन (Penetration) – यह जॉब या जोड़ी जाने वाली सरफेस में वेल्ड के फ्यूजन की गहराई होती है।
4. बैक फायर (Back Fire) – किसी निश्चिम समय पर, फ्लेम को जलाने या गैस वेल्डिंग के दौरान टॉर्च के टिप पर थोड़ा सा विस्फोट होने को बैकफायर कहते हैं। इसके कई कारण हो सकते हैं जैसे प्रैशर की सेटिंग कम होना; नोजल का ओवरहीट हो जाना; नोजल के सुराख में कार्बन जमा हो जाना; नोजल का पिघली पोखरी से टकरना; नोजल के नजदीक लीकेज होना।
5. फ्लैशबैक (Flashback) – बैकफायर के दौरान कभी-कभी फ्लेम बुझ जाता है और जलती हुई गैसें फ्लो पाइप से सिलण्डर या रेगुलेटर की ओर जाने लग जाती हैं जिसे फ्लैशबैक कहते हैं। इसकी पहचान यह है कि ब्लो पाइप के अन्दर तेज किकियाने की आवाज आती है या नोजल से अधिक काला धुआं और चिंगारी निकलती है।
रूट गैप और टैक वेल्डिंग के उद्देश्य (Purpose of Root Gap and Tack Welding)
रूट गैप (Root Gap) – वेल्डिंग करने से पहले असेम्बली के जोड़े जाने वाले पार्टी को कुछ निश्चित दूरी पर रखा जाता और तब वेल्डिंग की जाती है। ऐसा करने से वेल्डिंग के दौरान फ्यूजन आवश्यक गहराई तक हो जाता है या ज्वाइंट की पूरी गहराई तक पूर्ण पेनेट्रेशन हो जाता है।
टैक वेल्डिंग (Tack Welding) – वेल्डिंग करने से पहले जोड़ने वाले पीसों को असेम्बल करने के लिए उनपर थोड़ी-थोड़ी दूरी पर छोटे वेल्ड लगाए जाते हैं। ऐसा करने से निश्चित गहराई तक फ्यूजन के लिए असेम्बली के पार्ट्स के बीच गैप और अलाइनमेंट बनाए रखा जा सकता और वेल्डिंग के दौरान डिस्टार्शन को कंट्रोल किया जा सकता है।
वेल्डिड ज्वाइंटों की इंस्पेक्शन और टेस्टिंग (Inspection and Testing of Welded Joints)
इंस्पेक्शन के उद्देश्य (Purposes of Inspection)
- वेल्डिंग ज्वाइंट की क्वालिटी, स्ट्रेंग्थ और गुणों को सुनिश्चित करना।
- वेल्डिंग के पहले, दौरान और बाद के दोषों को दूर करने के लिए सावधानियां अपनाना।
- कारीगर की कौशलता और योग्यता को आंकना।
वेल्डिड ज्वाइंटों की टेस्टिंग करना (Testing of welded joints)
वेल्डिड ज्वाइंटों की टेस्टिंग निम्नलिखित के द्वारा की जा सकती है:
1. नॉन-डिस्ट्रक्टिव टेस्टिंग (Non-destructive testing) -इसमें वेल्डिड ज्वाइंट को खराब किए बिना टेस्टिंग की जाती है। इसके लिए कई विधियां प्रयोग में लाई जाती है परन्तु विजुअल इंस्पेक्शन मुख्य है।
(क) विजुअल इंस्पेक्शन (Visual inspection) – इसमें सरल हैंड टूल्स और गेजों जैसे मेग्नीफाइंग ग्लास, स्टील रूल, ट्राई स्क्वायर और वेल्ड गेजों का प्रयोग करके वेल्ड को बाहर से देखा जाता है। यह इंस्पेक्शन तीन स्टेजों में की जाती है: वेल्डिंग से पहले वेल्डिंग के दौरान; और वेल्डिंग के बाद।
2. डिस्ट्रक्टिव टेस्टिंग (Destructive testing) – इसमें वेल्डिड ज्वाइंट प्रायः खराब हो जाता है। इसके लिए कई विधियां प्रयोग में लाई जाती है परन्तु बेंड टेस्ट मुख्य है।
(क) बेंड टेस्ट (Bend test) – इसमें वेल्डिड ज्वाइंट को बाइस में फेस साइड या रूट साइड से पकड़कर मोड़ा जाता है जिन्हें क्रमश: फेस बेंड या रूट बेंड कहते हैं। यदि बेंड दोषयुक्त होता है तो वह टूट जाता है। देखिए चित्र 11.13
वेल्डिंग कोड्स (Welding codes)
प्राय: निम्नलिखित वेल्डिंग कोडों का प्रयोग किया जाता है:
(क) AAW जिसका अर्थ है एअर एसीटिलीन वेल्डिंग।
(ख) GCAW जिसका अर्थ है गैस कार्बन आर्क वेल्डिंग।
(ग) LBW जिसका अर्थ है लेसर बीम वेल्डिंग।
(घ) PAW जिसका अर्थ है प्लास्मा आर्क वेल्डिंग।
(ङ) SAW जिसका अर्थ है सबमर्ल्ड आर्क वेल्डिंग।
वेल्डिंग से संबंधित कुछ महत्वपूर्ण संकेत (Some Important Hints Related to Welding)
ITI Welder Theory books notes
1. वेल्डिंग एक प्रकार की विधि है जिसमें धातु के दो टुकड़ों को आपस में प्रैशर या फ्यूजन विधियों द्वारा जोड़ा जाता है।
2. प्रायः निम्नलिखित वेल्डिंग मशीनें प्रयोग में लाई जाती हैं-
(क) वेल्डिंग ट्रांसफार्मर;
(ख) मोटर जनरेटर;
(ग) वेल्डिंग रेक्टिफायर
3. इलेक्ट्रिोड आर्क वेल्डिंग एक फ्यूजन वेल्डिंग विधि है जिसमें धातुओं को एक इलेक्ट्रोड का प्रयोग करके जोड़ा जाता है।
5. ऑक्सी-एसीटिलीन वेल्डिंग की दो पद्धतियां होती हैं-
(क) लो प्रैशर पद्धति;
(ख) हाई प्रैशर पद्धति
6. ऑक्सीजन सिलण्डर के लिए वाल्व सॉकेट पर राइट हैंड थ्रेड्स और घुली हुई एसीटिलीन सिलण्डर के लिए वाल्व सॉकेट पर लेफ्ट हैंड थ्रेड्स होती हैं।
7. गैस वेल्डिंग में फ्लक्स प्रयोग करने के निम्नलिखित तीन उद्देश्य होते हैं
(क) ज्वाइंट को केमिकली साफ करना।
(ख) वेल्ड से अशुद्धियों को दूर करना।
(ग) पिघली धातु को आसानी से बहने व फैलने देने के लिए।
8. आर्क वेल्डिंग करते समय नमी वाले या गीले स्थान पर नहीं खड़ा होना चाहिए जिससे बिजली के झटके से होने वाली दुर्घटना को रोका जा सके।
9. आग से बचाव के लिए एक वेल्डर को ऐसे कपड़े पहनने चाहिएं जिन पर तेल या ग्रीस न लगी हो।
10. कास्ट आयरन की अपेक्षा माइल्ड स्टील का गलनांक अधिक होता है।
11. आर्क वेल्डिंग करते समय सही रोड वाली फिल्टर लेंसों से फिट की हुई हैंड शील्ड का प्रयोग करना चाहिए।
12. गेल्वेनाइज्ड आयरन या लैड शीटों को वेल्ड करते समय फिल्टर माक पहनना चाहिए।
13. यदि वेल्डिंग करेंट अधिक हो या आर्क की लम्बाई अधिक हो तो चौड़ी, स्पैटर वाली, अनियमित बीड बनती है।
14. वास्तविक अभ्यास में, नार्मल आर्क स्थिर होता है जो नियमित शार्प क्रेकिंग अवाज देती है।
15. बेसिक प्रकार की इलेक्ट्रोड नयी को शीघ्रता से ग्रहण करती है।
16. यदि इलेक्ट्रोड नमी से प्रभावित होती है तो
(i) स्टब ऐण्ड जंग वाला बनता है;
(ii) छिद्र वाली धातु उत्पन्न होती है। ( ITI Welder Theory books notes )
17. पानी के इलेक्ट्रोलाइसिस के द्वारा दो गैसें अर्थात् आक्सीजन और हाईड्रोजन प्राप्त होती हैं।
18. कैल्शियम कार्बाइड को बनाने के लिए चुने और कोक का प्रयोग किया जाता है।
19. यदि ब्लो पाइप में बैक फायर हो जाए तो ब्लो पाइप के वाल्वों को तुरन्त बन्द करना चाहिए (पहले ऑक्सीजन वाला) और उसके बाद ब्लो पाइप को पानी में डुबोना चाहिए।
20. ऑक्सी-एसीटिलीन टार्च की सुरक्षा के लिए, आवश्यकता पड़ने पर उसके टिप के प्वाइंट को लकड़ी या रवर के ब्लॉक से रगड़ना चाहिए।
21. एसीटिलीन गैस के लिए सुरक्षित स्टोरेज प्रैशर 1 कि.ग्रा./से.मी. होता है।
22 यदि गैस सिलण्डर किसी कारणवश ओवरहीट हो जाए तो सिलण्डर वाल्व को बन्द करना चाहिए और सिलण्डर के रेगुलेटर को खोल देना चाहिए। इसके बाद सिलण्डर को खुले स्थान में रख देना चाहिए।
23. गैस कटिंग में टेम्पलेट का प्रयोग करने से एक ही आकार और साइज के अधिक संख्या में पीसों को काटा जा सकता है।
24.कास्ट आयरन की वेल्डिंग कने के बाद उसे पानी में डुबोना नहीं चाहिए क्योंकि पानी में डुबोने से उसकी कास्टिंग हार्ड हो जाएगी और उसे मशीनिंग नहीं किया जा सकता।
25.. 5 मि.मी. तक मोटाई वाले पतले पाइपों की वेल्डिंग के लिए लेफ्टवर्ड तकनीक का प्रयोग करना चाहिए।
26. वेल्डिंग के दौरान यदि किलर धातु ज्वाइंट में जाने के बजाए बाहर की ओर बहती है तो ज्वाइंट को ज्वाइंट को 30° पर झुकाना चाहिए जिससे ग्रेविटी से सहायता मिलती है।
27. आर्क वेल्डिंग के दौरान वेल्डिंग इलेक्ट्रोड पर फ्लक्स कोटिंग के जलने से पिघली हुई वेल्ड धातु को वायुमण्डलीय प्रदूषण से बचाया जा सकता है।
28. प्लेटों पर ‘टी’ ज्वाइंट बनान के लिए फिलेट वेल्ड का प्रयोग किया जाता है।
29. बैक फायर को रोकने के लिए वेल्डिंग की लो प्रैशर पद्धति में हाईड्रोलिक बैक प्रैशर वाल्व का प्रयोग किया जाता है।
30. वेल्डिंग में फ्लक्स का कार्य धातु की आक्साइडों को पिघलाना होता है।
31. गैस वेल्डिंग करने से पहले बेस धातु को साफ करने के लिए केमिकल/मकेनिकल विधि का प्रयोग किया जा सकता है।
32. आर्क वेल्डिंग करते समय धातु को ज्वाइंट के बारम तक पेनेट्रेट करने के लिए रूट गैप की आवश्यकता होती है।
33. ऑक्सी एसीटिलीन गैस कटिंग में कटिंग से पहले न्यूटरल फ्लेम को सेट करना चाहिए।
ITI Welder Theory books notes
रेती क्या होता है ? रेती किस धातु का होते है | ग्रेड (Grade)| फाइल कार्ड (File Card) | सावधानियाँ
- रेती क्या होता है ?
- रेती के भाग (Parts of Files)
- रेती का वर्गीकरण (Classification of File)
- दाँतों का कट (Cut of Teeth)
- ग्रेड (Grade)
- भारतीय मानक के अनुसार फाइल में कट का ग्रेड (Grade of Cut in a File as per I.S.I.)
- स्पेसीफिकेशन ऑफ फाइल (Specification of File)
- कट और ग्रेड में अन्तर (Difference between Cut and Grade)
- फाइलिंग कितनें प्रकार की जाती है (Types of Filing)
- सावधानियाँ (Precautions During to Use The File)